




1 / 5
Moving Bed Bio-film Reactor (MBBR) is a high-efficiency bio-film reactor with strong loading ability, excellent treatment efficiency, and long sludge age. It features minimal residual sludge and superior nitrogen and phosphorus removal without sludge expansion. The biological suspended filler is the core component, ensuring the effective operation of the entire process.
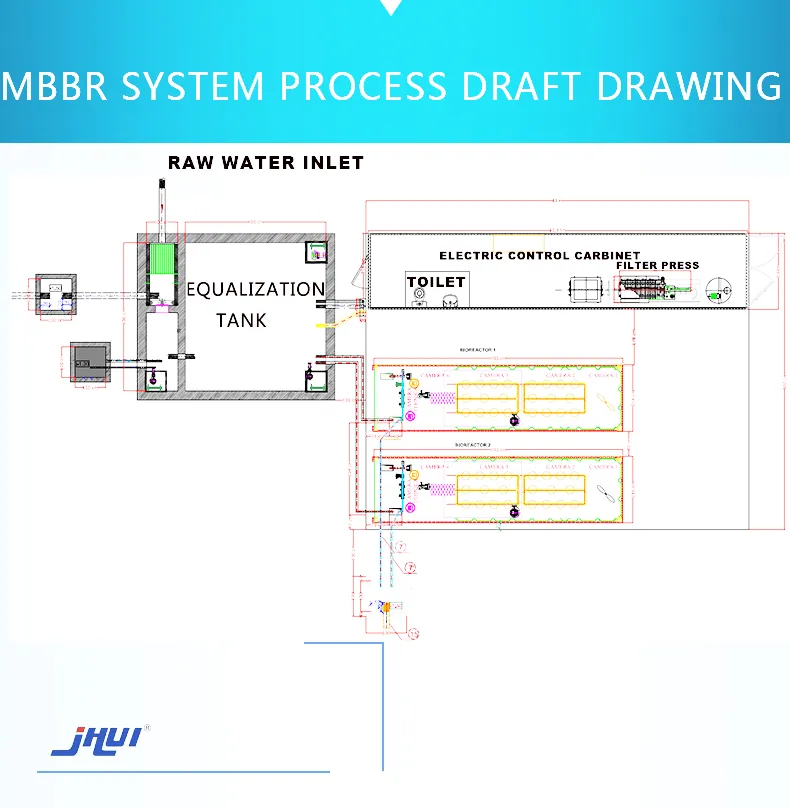
Our professional technician department provides customized design for Integrated MBBR systems based on specific project requirements.
With nearly 20 years of experience in membrane technology and water treatment engineering, our team focuses on the research, production, and application of hollow fiber membrane separation technology. We maintain advanced ultrafiltration membrane module production capacity and hold ISO 9001:2000 and SGS certifications.



Our technology has been showcased globally at major water exhibitions including events in Russia, Malaysia, Vietnam, Thailand, Pakistan, Indonesia, and India.










