




1 / 5
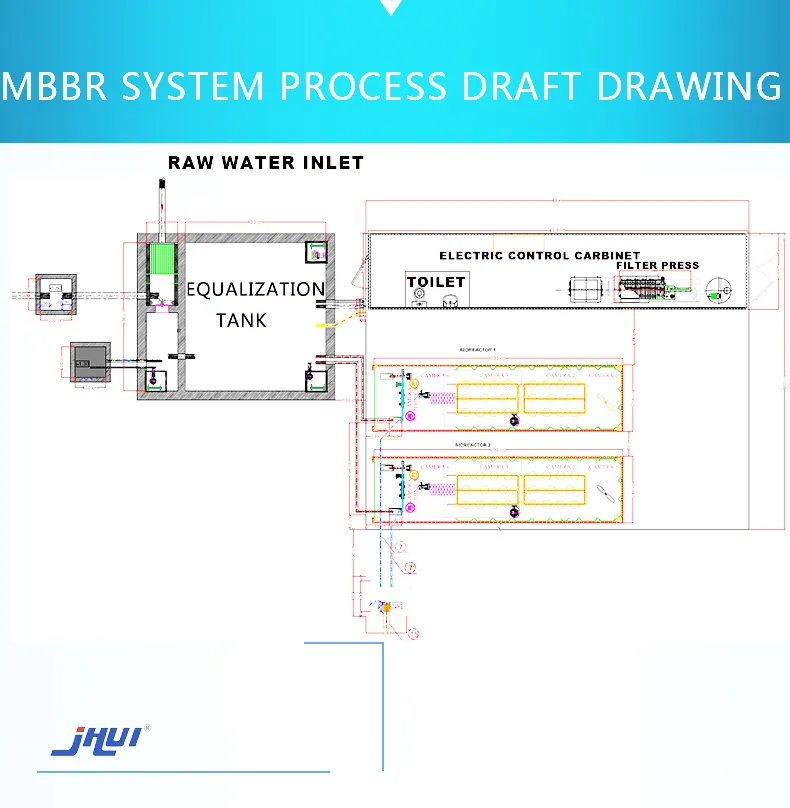
Moving Bed Bio-film Reactor (MBBR) is a highly efficient bio-film reactor technology designed with strong loading capacity and high treatment efficiency. It is characterized by a long sludge age, less residual sludge, and excellent nitrogen and phosphorus removal effects. This process avoids sludge expansion and is widely utilized globally.
The biological suspended filler is the core component of the MBBR process, ensuring effective operation through high-activity suspended packing.
Our professional technician department studies and designs integrated MBBR systems based on specific requirements. We utilize advanced hollow fiber membrane separation technology and ultrafiltration membrane modules to ensure high-standard water treatment.



Our technology has been showcased at numerous international water exhibitions including events in Russia, Malaysia, Vietnam, Thailand, Pakistan, Indonesia, and India.










