




1 / 5
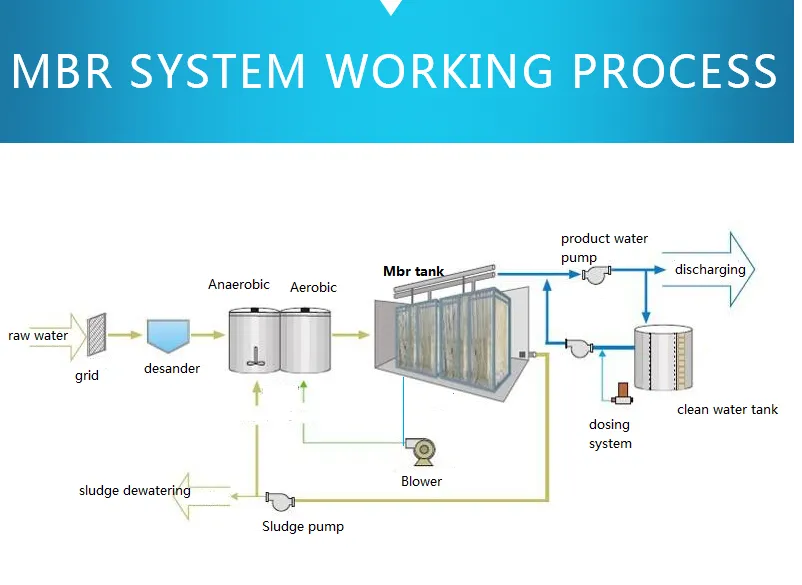
Chemical industry wastewater treatment MBR system is a modern processing technology that introduces membrane units into traditional biological sewage treatment. By replacing traditional secondary sedimentation pools with membrane separation units, it achieves high removal of organic matter, nitrogen, and phosphorus.
| Model | JHM-MBR-1 | JHM-MBR-2 | ||
|---|---|---|---|---|
| Specification | 630x1500x36 | 630x2000x36 | ||
| ID/OD (mm) | 1.5/2.6 | 1.0/2.2 | 1.5/2.6 | 1.0/2.2 |
| Effective Area (m2) | 15 | 20 | ||
| Precision (um) | 0.1 | 0.034 | 0.1 | 0.034 |
| Membrane Material | PVDF & PET supporting tube | |||
| PH Range | 2-12 | |||
| TMP (Mpa) | 0.02-0.05 | |||
| Design Flux (l/m2·h) | 10-40 | |||





MBR (Membrane Bio-Reactor) replaces the traditional secondary sedimentation tank with a membrane separation unit. This provides higher filtration precision, better removal of organic matter, and a smaller footprint for the overall system.
Yes. The PVDF hollow fiber membranes are treated with anti-oxidant modifications, making them highly durable in harsh chemical environments and oily wastewater conditions.
The system is designed to remove organic matter, ammonia nitrogen (NH3-H), total nitrogen (TN), and total phosphorus (TP) to meet strict reclaimed water standards.
With proper maintenance and backwashing, our reinforced PVDF membranes offer a longer shelf life compared to standard membranes due to their superior material strength and chemical resistance.
Absolutely. We provide fully customized system designs, including model selection (JHM-MBR-1/2) and configuration (Civil works or containerized type) based on your daily water treatment requirements.
The system includes automated aeration and backwashing devices to minimize fouling. The self-repairing function also ensures stable operation even if individual fibers are accidentally damaged.









