Filtration Process Steps
Level 1: PP Fiber Filter
Preventive treatment using 5 micron PP fiber to remove large particles.
Level 2: Granular Activated Carbon
Secondary treatment stage for absorbing odors and chemicals.
Level 3: High-density Sintered Activated Carbon
Further filtering treatment to ensure deep purification.
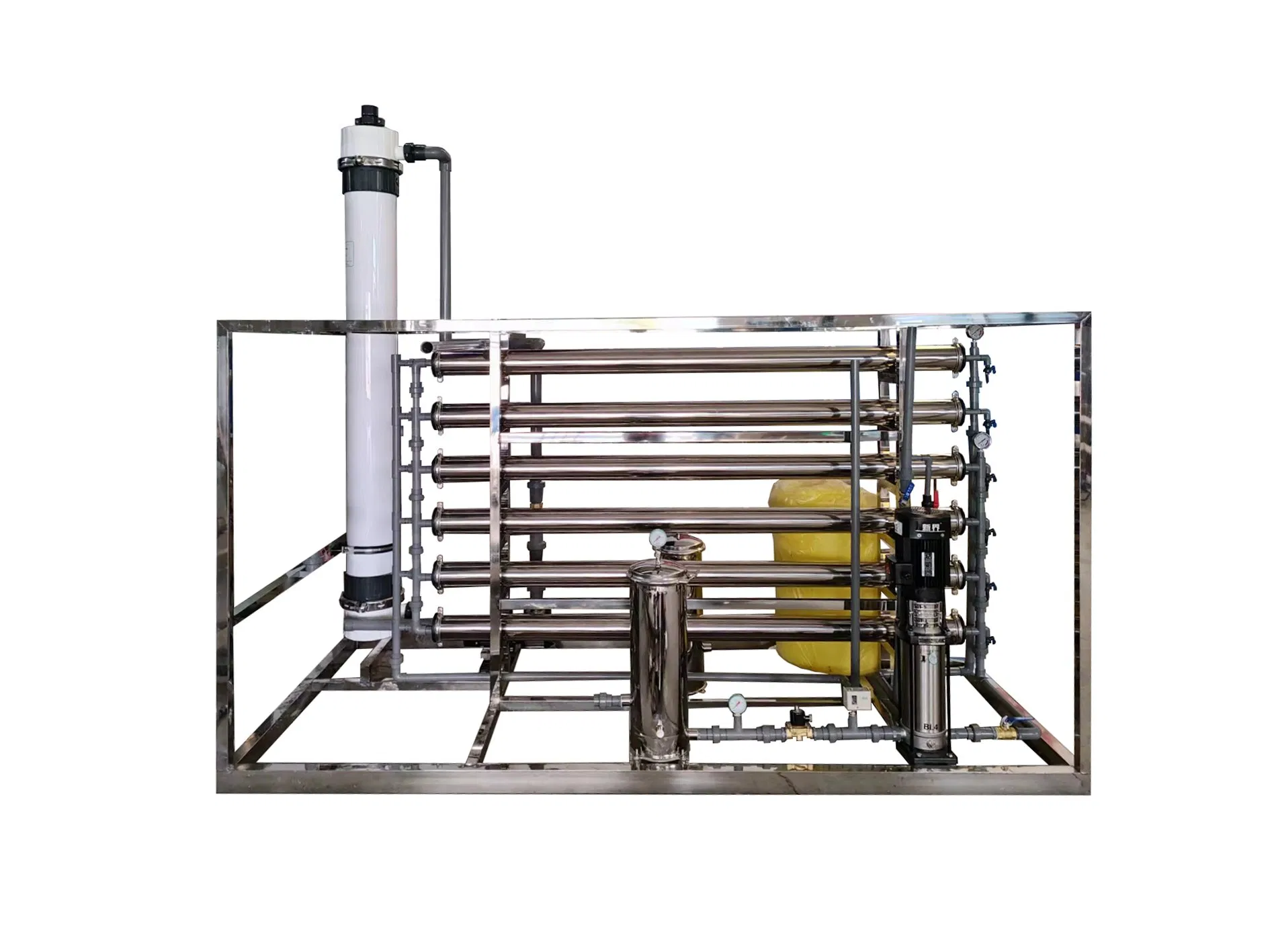
Level 4: RO Membrane Technology
Uses pressure to force water through a reverse osmosis membrane. Effectively removes inorganic salts, colloids, viruses, endotoxins, and most organic matter.
Level 5: Post-antibacterial Activated Carbon
Final stage to prevent secondary pollution and improve water quality.