


1 / 5


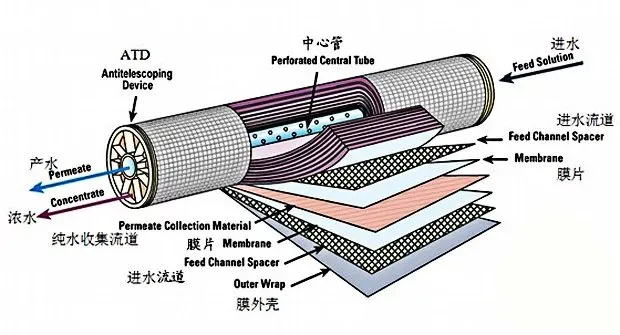
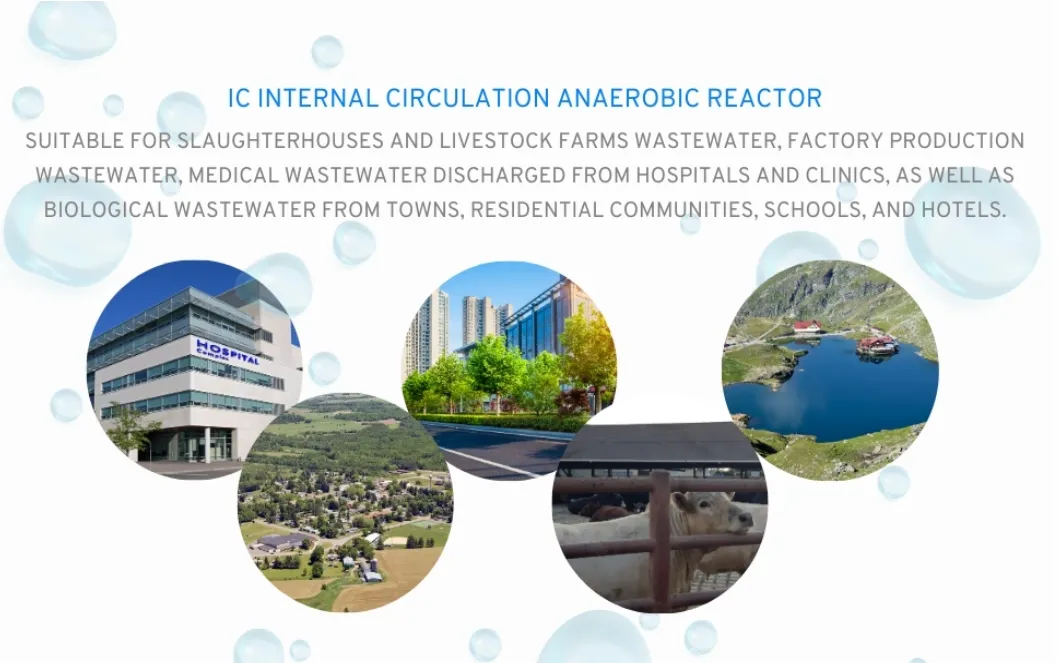
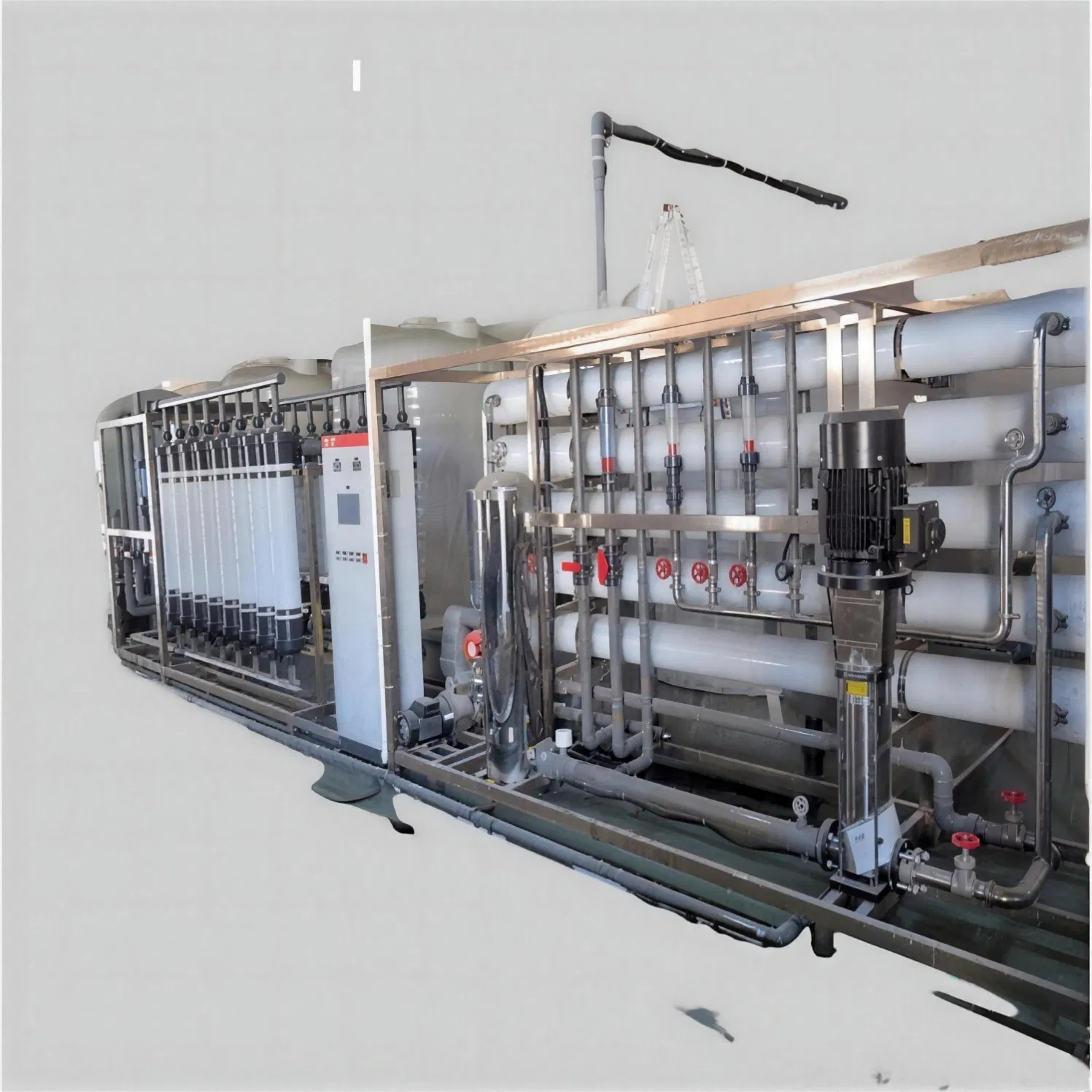
Reverse osmosis is the most advanced and energy efficient separation technology available today. The principle is to separate the solute from the solvent under pressure higher than the osmotic pressure of the solution by means of selective interception of a semi-permeable membrane that allows only water to pass through but not other substances.
The separation characteristics of reverse osmosis membrane can effectively remove dissolved salts, colloids, organic matter, bacteria, microorganisms and other impurities in water. It features low energy consumption, no pollution, advanced technology, and easy operation/maintenance.


| Model | Water yield (T/H) | Recovery (%) | Desalinization rate (%) | Working pressure (MPa) | Motor power (kw) | Frame size (mm) L×W×H | Weight (kg) |
|---|---|---|---|---|---|---|---|
| HSRO-10 | 10 | 75 | 95-99 | 1.5-2.0 | 11 | 6550×1060×1780 | 1250 |
| HSRO-15 | 15 | 75 | 95-99 | 1.5-2.0 | 11 | 6550×1060×1780 | 1300 |
| HSRO-20 | 20 | 75 | 95-99 | 1.5-2.0 | 22 | 6550×1060×2080 | 1400 |
| HSRO-25 | 25 | 75 | 95-99 | 1.5-2.0 | 22 | 6550×1060×2080 | 1900 |
| HSRO-30 | 30 | 75 | 95-99 | 1.5-2.0 | 37 | 6550×1060×2380 | 2100 |
| HSRO-50 | 50 | 75 | 95-99 | 1.5-2.0 | 55 | 6550×1540×2380 | 2800 |
| HSRO-100 | 100 | 75 | 95-99 | 1.5-2.0 | 132 | 6550×2120×2380 | 4600 |