Product Overview
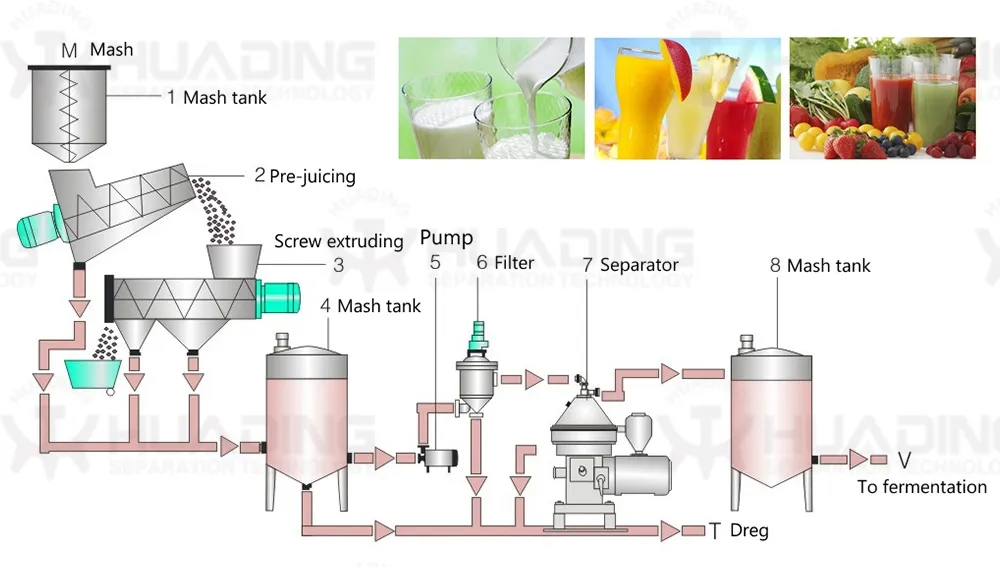
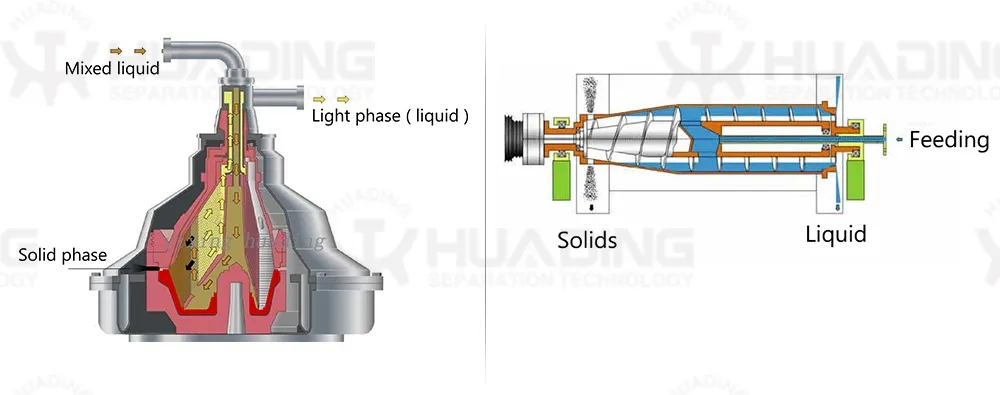
The craft beer clarifier series provide isolated air separation and clarifying, meanwhile keeping high yeast capacity activity with no oxidation. It not only meets the latest standards but also improves production and reduces overall costs.
Brewing is a blend of art and science technology. As trends in beer change rapidly, our clarifying solutions meet the demand for new flavors, colors, and types with high efficiency and easy maintenance.
🚀 User Benefits
- Continuous production: Low processing time and improved yields compared to traditional filtration.
- Control TSS level in clarified beer, allowing direct bottling.
- Minimal loss of flavor or taste, achieving longer product shelf life.
- Low temperature maintained throughout the process.
- Long service life and low cost using frequency drive technology.
- Rapid return on investment (ROI).
🛠️ Technical Features
- Inert Gas Seal: Minimized oxygen entry (no more than 10ppb) to protect product quality.
- Monitoring System: Automatic piping outlet turbidity monitoring and total suspended solids control.
- Control System: Siemens HMI monitors all functions with self-adjustment for safe operation.
- GMP Standard: All stainless steel pipelines meet sanitary standards; self-cleaning (CIP) without dismantling.
- Thermal Control: Automatic water and product recirculating system ensures low-temperature conditions.
Frequently Asked Questions
What materials are used in the construction of the centrifuge?
The equipment is manufactured using high-grade stainless steel, including SS304, SS316L, and 2205, to ensure durability and compliance with sanitary standards.
How does the system prevent product oxidation?
The system utilizes an advanced inert gas seal mechanism that isolates the product from oxygen, ensuring oxygen levels remain below 10ppb during the clarification process.
Is the centrifuge easy to clean?
Yes, the system is designed to GMP standards and features a self-cleaning CIP (Clean-In-Place) function, which eliminates the need for manual dismantling.
Which industries can benefit from this disc centrifuge?
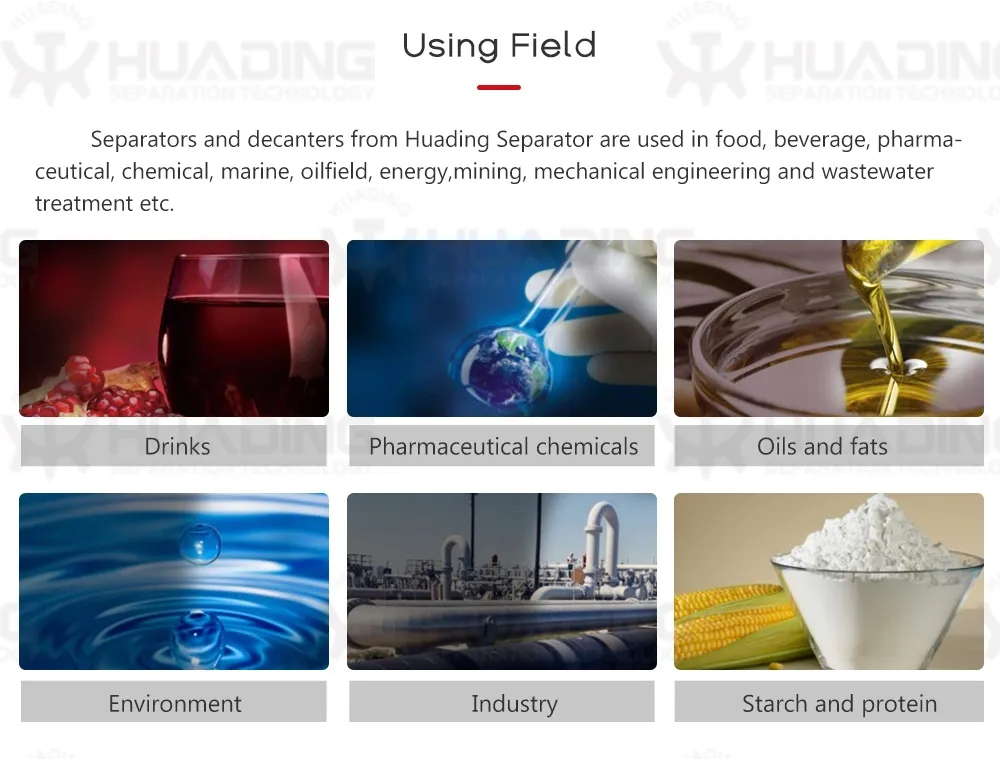
While optimized for beverage and brewery factories, it is also highly applicable in food processing, farms, energy, mining, and sludge treatment sectors.
What kind of control system does it use?
It is equipped with a high-performance Siemens HMI (Human-Machine Interface) and a monitoring system for automatic adjustment of turbidity and suspended solids.
What are the main advantages over traditional filtration?
The centrifuge offers continuous production, significantly lower processing times, improved yields, and better retention of flavor and taste profiles.