In the modern industrial era, disinfection technology has evolved from a basic sanitary requirement into a sophisticated pillar of global environmental sustainability. As the world faces increasing water scarcity and stricter discharge regulations, the demand for top-tier disinfection technology factories and suppliers has reached an all-time high. From municipal drinking water safety to complex industrial effluent treatment, disinfection systems are the final barrier protecting human health and ecological balance.
Global Market Value
Annual Growth Rate
IoT Integration Rate
The global disinfection market is no longer dominated solely by traditional chlorination. Today, the industry is a high-tech battleground featuring UV (Ultraviolet) irradiation, Ozone oxidation, and on-site Sodium Hypochlorite generation. Industries such as pharmaceutical manufacturing, food processing, and semiconductor fabrication require ultrapure water, pushing suppliers to innovate beyond "standard" solutions into high-precision, automated dosing and sterilization frameworks.
Suppliers are now interconnected via smart cloud systems, allowing for remote monitoring of dosing levels across continents.
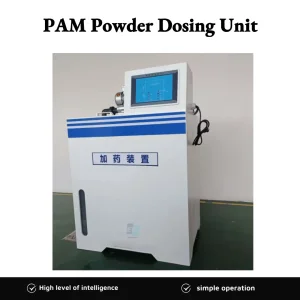
Advancements in PAM and PAC dosing systems ensure chemical waste is minimized while maximizing microbial kill rates.
Top factories now prioritize ISO 9001 and CE certifications to meet rigorous international environmental standards.
Shanghai Olaprixa Industrial Co., Ltd. is a specialized manufacturer and engineering provider focused on advanced industrial wastewater treatment solutions, integrating sludge processing systems and intelligent chemical dosing technologies. Headquartered in Shanghai, China, the company delivers efficient, reliable, and customized water treatment systems for a wide range of industries including manufacturing, chemical processing, food production, and municipal infrastructure.
Olaprixa offers a comprehensive portfolio covering wastewater treatment equipment, sludge dewatering and thickening systems, and precision chemical dosing units designed to optimize treatment performance and operational efficiency. By combining modern process engineering with automation control, the company ensures stable system operation, reduced environmental impact, and compliance with global discharge standards.

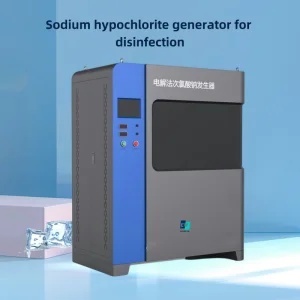
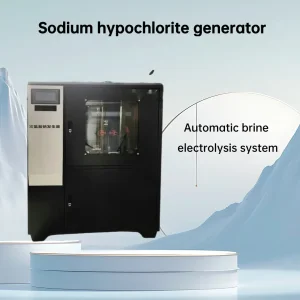
To reduce the risks associated with transporting hazardous chemicals, many global enterprises are switching to On-site Sodium Hypochlorite Generation Systems. Using simple brine electrolysis, these systems allow factories to produce disinfection agents on-demand, significantly lowering operational costs and improving safety protocols.
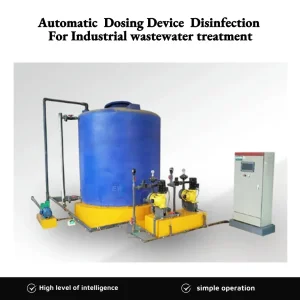
The "Smart Factory" concept has entered the water sector. Modern dosing systems now feature sensors that detect water flow and contaminant levels in real-time, adjusting the chemical output automatically. This eliminates human error and ensures 100% disinfection efficacy 24/7.
Procurement teams are now prioritizing suppliers who offer energy-efficient motors and systems that facilitate water recycling. Integrated MBR (Membrane Bioreactor) and UV systems are becoming the gold standard for domestic and industrial effluent treatment plants.
As a leading Chinese factory, Shanghai Olaprixa represents the core advantages of the modern Chinese supply chain:
Optimized manufacturing processes allow for 30-50% cost savings compared to European counterparts without compromising on component quality (using brands like Siemens or Schneider).
Our engineers can pivot designs within days, providing tailored drawings for specific containerized or skid-mounted needs.
Proximity to Shanghai Port ensures that large-scale equipment can be shipped anywhere in the world with minimal transit delays.
Large-scale sodium hypochlorite dosing for urban tap water safety, ensuring pathogen-free drinking water for millions.
Centralized wastewater treatment using integrated AAO/MBBR systems to meet "Zero Liquid Discharge" (ZLD) requirements.
Automated pH and chlorine control for luxury resorts and public swimming facilities to maintain water clarity and hygiene.
Specialized effluent treatment to neutralize pharmaceutical residues and biological hazards before discharge into city sewers.

With a strong emphasis on customization, Olaprixa provides tailored water engineering solutions based on specific project requirements, from initial consultation and system design to installation guidance and after-sales technical support. Its team of experienced engineers continuously works to enhance system efficiency, reduce energy consumption, and improve resource recovery.
Committed to sustainability and innovation, Shanghai Olaprixa Industrial Co., Ltd. aims to help global clients achieve cleaner production, water reuse, and long-term environmental responsibility through smart and cost-effective treatment technologies.
When selecting from the Top 10 Disinfection Technology Suppliers, buyers should look for: