




1 / 5
Reverse osmosis (RO) water treatment equipment is a high-efficiency purification system designed to remove dissolved salts, heavy metals, organic compounds, microorganisms, and other impurities from raw water. By applying pressure greater than the natural osmotic pressure of the solution, water molecules are forced through a semi-permeable membrane while most contaminants are retained and discharged as concentrate.
Compared with conventional filtration technologies, reverse osmosis is capable of significantly reducing total dissolved solids (TDS), improving taste, reducing hardness, and enhancing overall water safety. The system can achieve desalination rates of up to 95–99% depending on feed water quality and membrane selection.
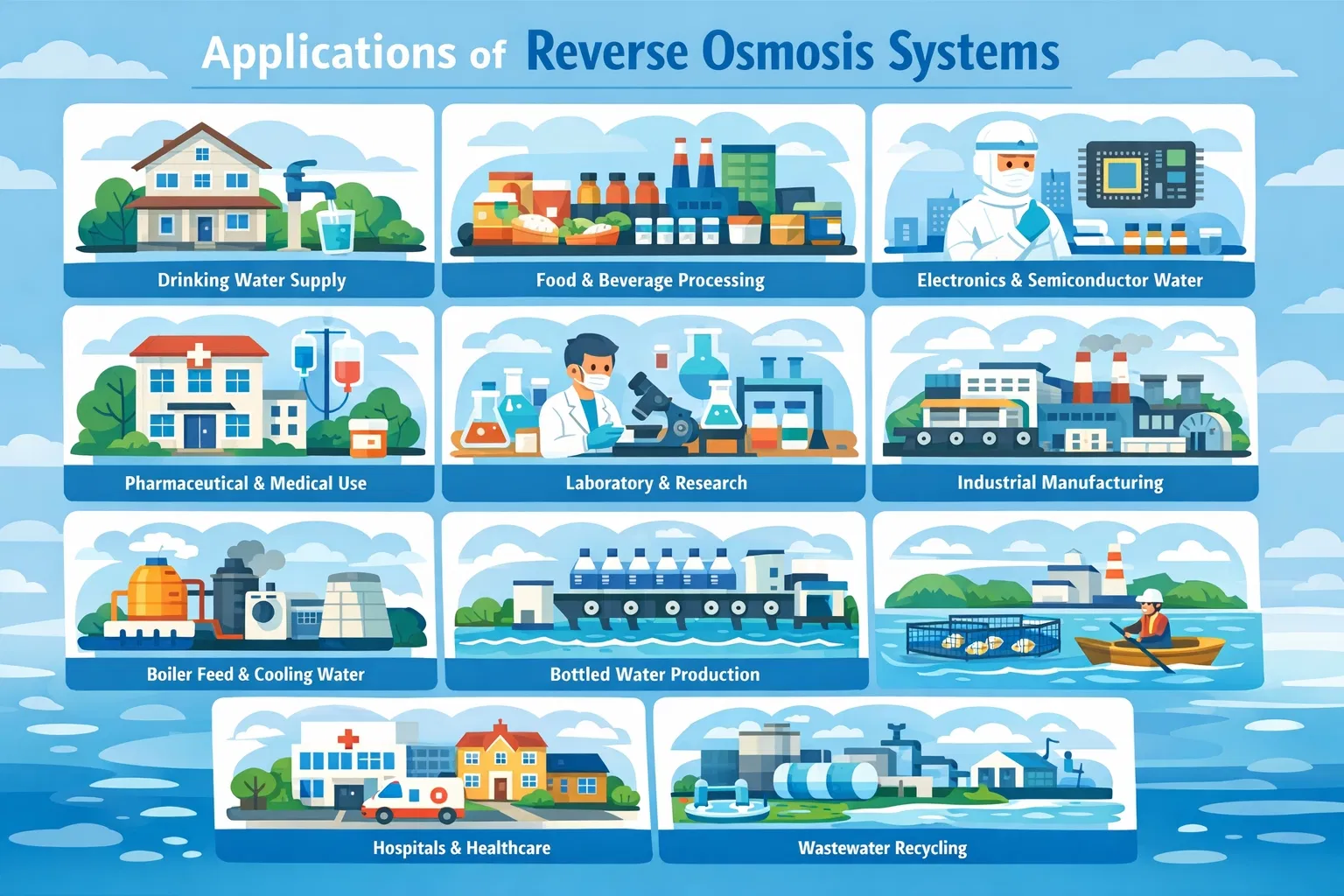
A standard RO system includes pretreatment units (such as multimedia filter, activated carbon filter, and softener), high-pressure pump, membrane housing, control system, and optional post-treatment components. It is widely applied in drinking water production, industrial processing, desalination, and water reuse projects.

| Parameter | Details |
|---|---|
| Produced Water Quality | Conductivity < 10μs/cm, TOC ≤ 0.5mg/L, Microorganism < 100cfu/ml |
| Desalination Rate | 96-99% |
| Water Recovery Rate | 50-70% |
| Work Pressure | Pretreatment: 0.2—0.4MPa, RO host: 0.8—1.6Mpa |
| Raw Water TDS | ≤ 40000PPM |
| Process Flow | Quartz sand filter → Activated carbon filter → Water softener → High pressure pump → Ro system → UV → Ozone |


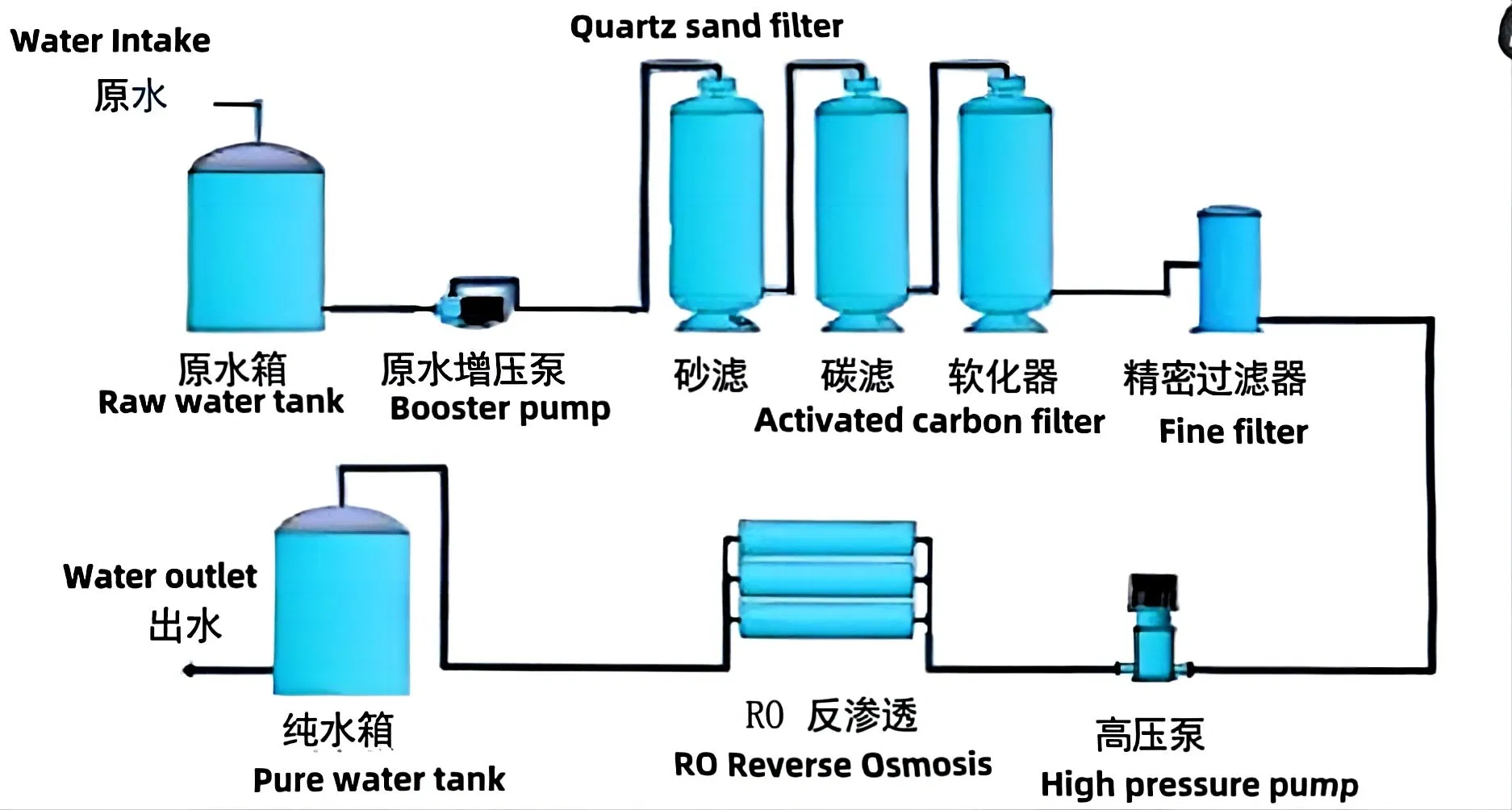
The system is structured around complete pretreatment and one membrane separation stage. The first tank (sand filter) removes suspended solids; the second (activated carbon) removes chlorine and organics; the third (softener) prevents scaling. Water is then pressurized through the RO membrane to produce clean water.
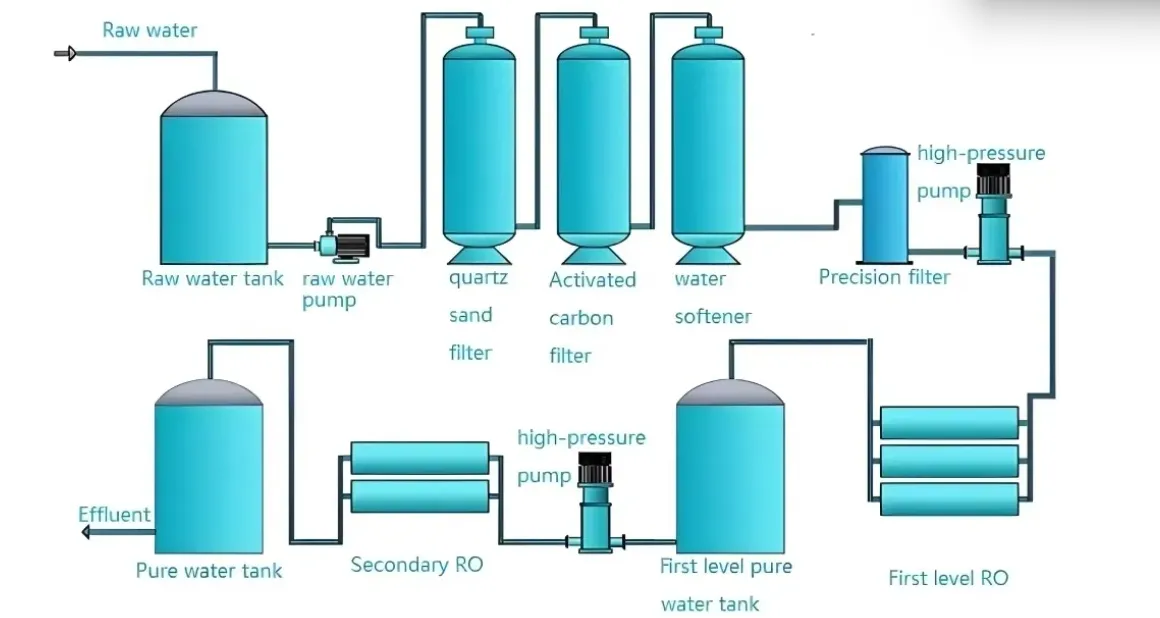
Permeate from the first stage is guided to a second-stage high-pressure pump and another membrane unit. This significantly improves desalination efficiency and is ideal for pharmaceutical or electronic manufacturing where high purity is mandatory.


We are a dedicated manufacturer focused on environmental protection equipment, specializing in water purification and wastewater treatment solutions. Our production base is equipped with standardized cutting, welding, and testing areas, ensuring strict quality control from raw materials to final system commissioning.
Our engineering team provides full technical support covering project consultation, process design, layout customization, and installation guidance. We serve various sectors, including medical institutions, industrial facilities, and municipal projects worldwide.









